Plant Automation & Controls · Built in-house
Plant Automation & Controls
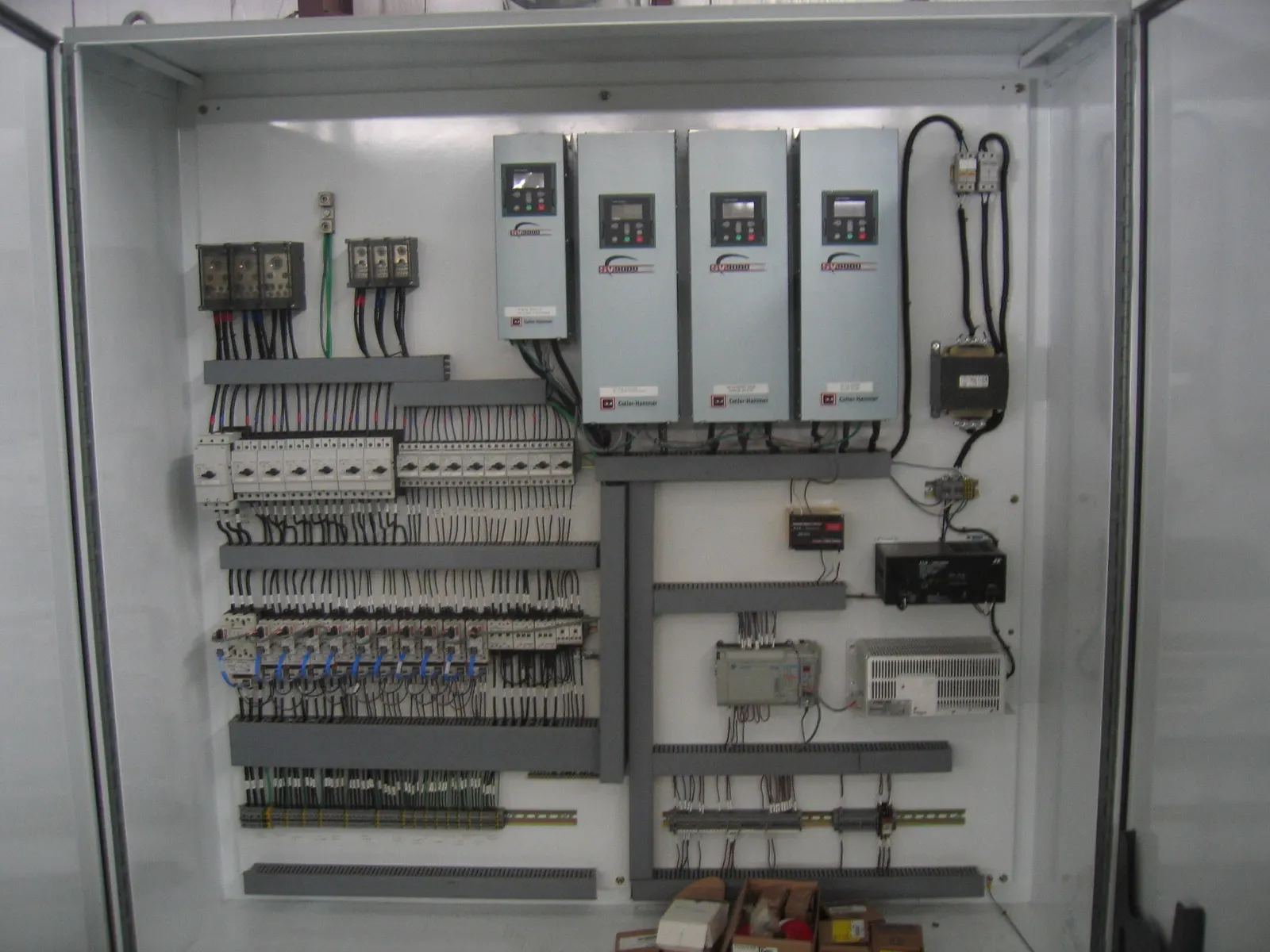
The electrical brain of the line, designed by the people who built the machines — motor control, VFDs, safety circuits, and HMIs from one accountable team.
Sherbrooke OEM designs and builds plant controls in-house: motor control centers, VFD lineups, PLC programs, safety circuits, and operator HMIs, engineered together with the mechanical line they run. Panels are built and tested in the Sherbrooke shop, field-wired by our installation crews, and commissioned by the same team that programmed them. Scope runs from a single machine starter to full-plant automation — sequenced start-up, interlocks, pull-cord and e-stop safety strings, speed coordination between metering and sorting equipment, and integration with existing plant systems at 230/460 V or 575 V.
Where It Fits
- Complete control packages for new turnkey sorting lines
- Retrofits adding VFDs, safety strings, or HMI visibility to running plants
- Single-machine integrations tying new equipment into an existing control system
C&D Recycling · MSW Sorting · Single Stream MRF · Scrap Metal Recycling · Aggregates & Custom
Configuration & Options
Every unit is engineered per project — these are the configuration choices and options we quote against, not limits.
| Motor control | MCC lineups or distributed starters, per plant size |
|---|---|
| Drives | VFDs on metering, screening, and sorting equipment — speeds adjustable from the HMI |
| PLC & HMI | Line sequencing, interlocks, and operator screens programmed in-house |
| Safety | Pull-cord strings along conveyors, e-stops, guarded-access interlocks — to applicable codes |
| Voltage | 230/460 V or 575 V, 60 Hz 3-phase |
| Integration | Ties into existing plant PLCs, scales, and fire systems per project |
| Connectivity | Remote support access and data logging per project |
Construction
| Panel build | Cabinets assembled and point-tested in the Sherbrooke shop before shipping |
|---|---|
| Field wiring | Run and terminated by Sherbrooke OEM installation crews |
| Programming | PLC and HMI code written by the same engineering team that designed the line |
| Commissioning | Sequenced start-up, drive tuning, and safety verification on site |
| Documentation | As-built schematics and program backups delivered with the plant |
Plant Automation & Controls — Frequently Asked Questions
Why does it matter that controls are done in-house?
Because the line is a single system. When the same team sizes the motor, programs the VFD ramp, and sets the interlock logic, the controls reflect how the machines actually behave — and when something needs adjusting at commissioning, mechanical and electrical answers come from one phone number, not a finger-pointing match between contractors.
Can you work with our existing PLC and electrical room?
Yes. Retrofit projects tie new equipment into existing MCCs, PLCs, and HMIs regularly — we survey what is installed, match protocols, and add capacity where the existing gear has none. The goal is one coherent control system, not an island.
What safety systems come with a line?
Pull-cord emergency stops along working conveyors, e-stop stations at operator positions, guarded-access interlocks on enclosures, and sequenced start-up with warning horns — engineered to the applicable machine-safety codes for the install jurisdiction and verified at commissioning.
Need dimensions, capacity, or a budget price?
Send your material profile and layout — engineering answers with real numbers, from the team that will fabricate it in Sherbrooke.
Talk to Engineering